
¿Necesitas un lijado de precisión sin dañar superficies delicadas? Descubre las ventajas del disco de espuma estándar...
}


Como en cualquier trabajo o aplicación conocer las técnicas básicas es necesario para conseguir el resultado esperado. Del mismo modo sucede también en los trabajos de lijado con lijadora de disco, una operación sencilla, que, por lo general, no requiere de grandes destrezas por parte del operario. Sin embargo, lijar de forma incorrecta puede generar una serie de problemas que darán lugar a una superficie con un acabado deficiente e irregular.
Evitar los problemas más comunes durante el lijado y seguir las pautas básicas es la obligación de cualquier profesional que desee conseguir un nivel óptimo en el acabado de la superficie.
1. Realiza una presión de lijado baja, moderada.
El enemigo por naturaleza de cualquier abrasivo es el exceso de calor, éste se genera por una mayor fricción con la superficie de contacto. Durante el lijado los granos abrasivos no deben ser expuestos a presiones altas, ya que éstos podrían romperse y desgastarse rápidamente. Al principio obtendríamos una gran eliminación de material, pero lejos de lo deseado el resto del lijado sería más lento. Aunque siempre es tentador querer terminar el trabajo más rápido, la experiencia nos demuestra que es de gran importancia ejercer una baja presión de lijado. De este modo no sólo evitaremos marcas visibles de caracol, cortes durante el lijado y superficies irregulares brillantes, también nos será más fácil poder repasar los trabajos para mejorarlos posteriormente.
Por otra parte, la lijadora sufrirá un menor desgaste. Pensemos que un exceso de presión con el eje de la máquina girando a 12.000 rpm provoca un mayor calentamiento de los rodamientos que mantienen el eje, y por lo tanto un desgaste prematuro de éstos. Si a esta acción se le suma una mala o nula lubricación de la herramienta el resultado ya lo conocemos.
Se recomiendan movimientos de la lijadora suaves y armónicos, para que ésta pueda deslizarse con facilidad sobre la superficie a tratada. Como normal general, recomendamos emplear un grano de lija más grueso antes que ejercer una excesiva presión de lijado.

2. Lija con el plato apoyado completamente sobre la superficie.
Querer lijar más en poco tiempo nos conduce a uno de los errores más comunes que se dan en los trabajos de lijado: lijar en ángulo con el borde del disco. Actuando de esta forma, como si de una amoladora angular se tratase, obtendremos resultados opuestos a los deseados; es decir superficies irregulares con lijados excesivos en las zonas de contacto del borde del plato & disco.
Los trabajos de lijado deben realizarse siempre con el plato paralelo a la superficie. La solución de lijado pasa por:
- Emplear un grano de lija más basto.
- Realizar un lijado en varias etapas, con diferentes granos, intentando minimizar el escalado de granos y el salto entre éstos.
- Emplear la densidad y el grosor del plato apropiado: los platos delgados o medios con mayor densidad (más duros) planifican más la superficie, por el contrario, los platos gruesos con menor densidad (blandos) consiguen una mejor adaptación a los perfiles y formas curvas. También podemos emplear interfaces de esponja que facilitan este tipo de operaciones.
3. Enciende la lijadora cuando esté apoyada sobre la superficie y detenla fuera de la superficie.
La falta de técnica durante el lijado nos conduce a realizar operaciones contrarias a las deseadas. Es práctica habitual encender la lijadora y a continuación ponerse a lijar la superficie. Durante esta acción, en la cual la lijadora está en movimiento, es muy difícil lograr un contacto suave en paralelo con la superficie. Como consecuencia se producirán remolinos, marcas o cortes debido a la dificultad que tiene esta operación. La forma correcta es apoyar primero la máquina sobre la superficie y luego ponerla en funcionamiento, así de sencillo.
De modo inverso, detendremos la lijadora cuando no esté en contacto con la superficie. De no hacerlo así nos arriesgamos a que se produzcan remolinos y marcas al ir disminuyendo la velocidad y por lo tanto el movimiento del plato sobre la superficie.
4. Mueve la lijadora a un ritmo uniforme sobre la superficie, conseguirás mejores resultados.
Durante los trabajos de lijado los movimientos extremos van en detrimento del acabado final. Realizar desplazamientos muy rápidos o demasiado lentos nos va a generar superficies con falta o exceso de lijado, lo cual será más visible en los procesos posteriores de repasado o acabado.
Uno de los fines de un buen lijado es conseguir una superficie uniforme y sólo lo lograremos con movimientos a un ritmo controlado y armónico.
5. Ajusta la potencia de lijado
Como hemos comentado trabajar con baja presión es lo recomendado durante los trabajos de lijado. Del mismo modo, ajustar la potencia-velocidad de trabajo, rpm, es otra de las claves. En el caso de las lijadoras neumáticas esta variable se ajusta abriendo o cerrando la llave que regula la entrada del caudal de aire al interior de la máquina. Para la mayoría de los trabajos de lijado medio y fino podemos considerar la máxima velocidad de 12.000 rpm. En el caso de las lijadoras eléctricas, la potencia de trabajo se ajusta de forma más precisa a través de los botones de + - potencia. Como valor de referencia, por lo general, podemos trabajar en el rango de 10.000 rpm, teniendo siempre en cuenta trabajar con baja presión.
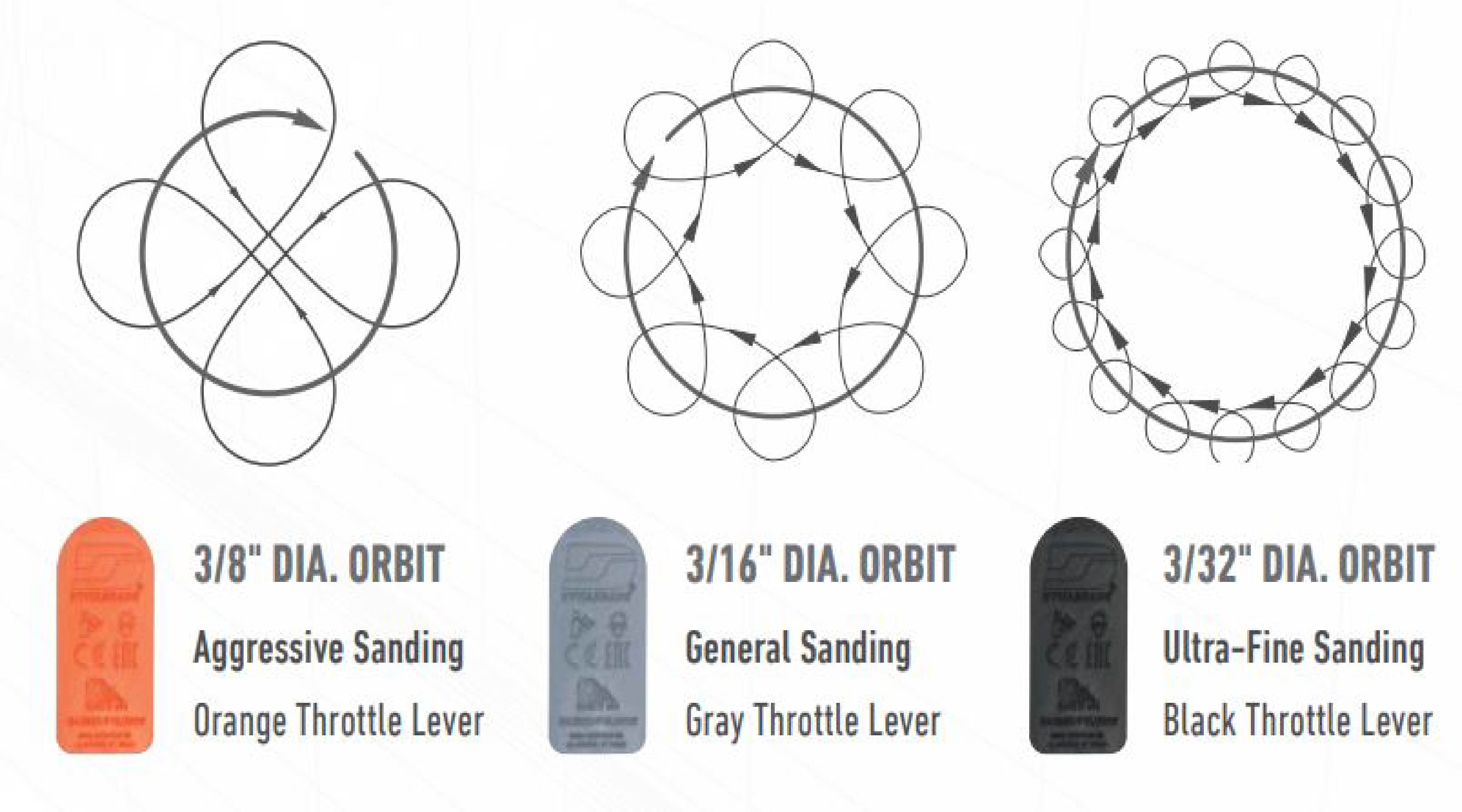
6. Emplear el tamaño de órbita adecuado
Las lijadoras rotorbitales poseen un doble movimiento, al mismo tiempo que giran sobre su eje describen un movimiento orbital sobre el mismo. El tamaño de esta órbita es una variable para tener en cuenta durante los trabajos de lijado. A mayor tamaño de órbita mayor capacidad abrasiva del disco. La órbita de 10 mm agiliza el trabajo en aplicaciones con alta tasa de remoción, la órbita de 5 mm se emplea para el lijado general de cualquier superficie, mientras que la órbita de 2,5 mm se emplea para las operaciones de acabado y reparación de las superficies. Trabajar con la órbita adecuada tiene sus ventajas: mayor eficiencia y mejor acabado.
7. Cambia los discos de lija con la frecuencia necesaria.
Por último, y aunque resulte obvio, pero se trata de una práctica muy extendida la de no cambiar los discos de lija con la frecuencia necesaria. La falsa creencia de tratar de sacar el máximo provecho a los discos abrasivos se convierte en lijado deficiente, con un deterioro de la calidad del acabado de la superficie.
En Abracom somos fabricantes-transformadores de discos abrasivos para las distintas industrias. Troquelamos diferentes diámetros y número de agujeros, en total más de 40 formatos distintos. Contamos con una amplia gama de discos velcro en distintos soportes: film, papel, malla, tela; y en distintos tipos de mineral: cerámico, zirconio, óxido de aluminio y carburo. Disponemos del abrasivo necesario para lijar y acabar cada material. Contacta con nosotros y encuentra el disco que tu superficie necesita.
